

Onttojen lasihelmien lisääminen kumituotteisiin voi tuoda monia etuja:
1, Painonpudotus
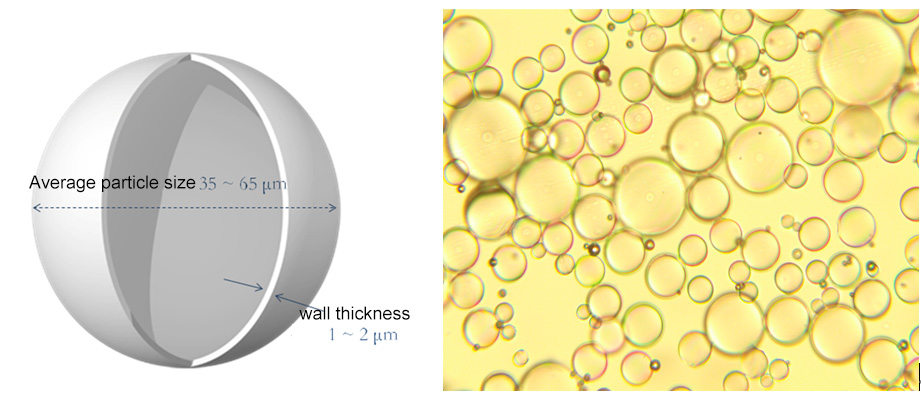
Kumituotteita kehitetään myös kevyemmiksi ja kestävämmiksi, erityisesti mikrohelmipohjaisten kumipohjien kypsässä käytössä. Perinteisen noin 1,15 g/cm³ tiheyden sijaan mikrohelmiä lisätään 5–8 osaa, jolloin tiheys laskee 1,0 g/cm³:iin (yleisesti tunnettu nimellä "veden päällä kelluva"), jolloin asiakkaiden T&K-valmiudet pienenevät tiettyyn pisteeseen asti. Mikrohelmiä lisäämällä tiheys nousee 0,9:ään tai jopa 0,85 g/cm³:iin, mikä vähentää merkittävästi kumin tiheyttä. Kenkien paino laskee samassa tilanteessa noin 20 %. Tällä hetkellä jotkut asiakkaat, joilla on tietty T&K-valmius, saavuttavat tiheyden 0,9:ään tai jopa 0,85 g/cm³ lisäämällä mikrohelmiä, mikä vähentää huomattavasti kumin tiheyttä ja kenkien paino laskee noin 20 % samassa tilanteessa kuin ennen.
2, Lämmöneristys
Onttojen lasihelmien ontto rakenne antaa helmille alhaisen lämmönjohtavuuden, koska kumimateriaaliin lisätty alhaisen lämmönjohtavuuden omaava täyteaine voi olla erittäin hyvä lämmöneristysvaikutus, kuten esimerkiksi lämmöneristyslevyissä, lämmöneristysmateriaaleissa ja muissa käytetyissä tuotteissa.
3, Äänenvaimennus ja melun vähentäminen
Onttojen lasihelmien sisällä on ohutta kaasua, jonka ääniaallot heikkenevät tietyssä määrin lisättynä, mikä vaikuttaa erittäin hyvin äänenvaimennukseen ja melun vähentämiseen.
4, Hyvä mittapysyvyys
Helmien perusmateriaali on lasia, jolla on alhainen lämpölaajenemiskerroin ja hyvä mittapysyvyys lämpöshokkitilanteissa. Lisättynä kumimateriaaliin saadaan tuote, joka parantaa mittapysyvyyttä.
Käyttöehdotuksia käsittelyssä:
1. Kumituotteiden käsittelylaitteet ovat yleensä tiheitä jauhimia, avaajia, yksiruuviekstruudereita jne., koska helmet ovat lasimateriaalista valmistettuja seinämiä, jotka kuuluvat jäykkiin hiukkasiin. Mekaanisen leikkausvoiman vaikutuksesta helmet rikkoutuvat osittain, ja helmet menettävät ainutlaatuisen toiminnallisuutensa rikkoutumisen jälkeen.
2, onttoja lasihelmiä on saatavilla eri malleilla ja vastaavilla parametreilla. Eri laitteiden ja tuotteiden vaatimusten mukaan oikeiden helmituotteiden valitseminen on erittäin tärkeää. St. Leite suosittelee HL38:n, HL42:n, HL50:n, HS38:n ja HS42:n käyttöä kumituotteissa.
3. Kun kumimateriaalia leikataan jauhatuskoneessa, siinä on roottori, eikä leikkausvoima estä helmiä. Jotta helmien jauhatusaikaa voidaan lyhentää mahdollisimman paljon, on suositeltavaa lisätä jauhatus myöhään, jotta 3–5 minuutin jauhatukseen lisätyt helmet jakautuvat tasaisesti. Jauhatuskoneessa telojen etäisyydellä toisistaan ja helmien murskausajalla on suurempi vaikutus. On suositeltavaa, että telojen etäisyys on yli 2 mm, eikä jauhatusaika ole liian pitkä. Yksiruuviekstruuderin kokonaisleikkausvoima on pieni. Vaikutus mikrohelmiin on suhteellisen pieni. On suositeltavaa nostaa ekstruusiolämpötilaa 5 ℃, mikä alentaa materiaalin viskositeettia ja edistää ekstruusiomuovausta. Mikrohelmien rikkoutuminen vähenee.
Julkaisun aika: 21.7.2023



